
有機手延べそうめんができるまで|国内でも数少ない製麺所「手の...
2026.7.8

2024年7月4日、岩手県八幡平市で株式会社太極舎が営むオーガニッククラフトビールの醸造所を訪問しました。
醸造所への道中は、霧がかかった幻想的な風景の山の中を進んでいきます。しばらくして山道を抜け出ると、木々が青々と生い茂った山あいにポツンと赤い屋根の建物。今回の目的地、「暁ブルワリー」です。
“クラフトビール”と聞くと、フレーバーや苦みの効いた、ビール自体をじっくりと楽しむような味わいをイメージする方も多いのではないでしょうか。しかし、暁ブルワリーが醸造する「ドラゴンアイ」はイメージとは異なり、“日本食と合わせやすい”味わいを目指して開発されました。そのため、普段の食事とも合わせて飲みやすく、日常的に楽しめます。循環型の生産で環境にも配慮して作られている「ドラゴンアイ」は、まさしく“人に 自然に やさしい”オーガニッククラフトビールです。オーガニックにとことんこだわり、酒類での有機JAS認証の取得にもいち早く取り組んだブルワリーでもあります。訪問した日は仕込み作業の日ということで、仕込み工程に沿ってドラゴンアイができるまでのお話を伺いました。
ビールの基本的な原材料は、麦芽・ホップ・酵母・水の4つ。それ以外に、香り付けや発酵を促すために副原料を追加することもありますが、暁ブルワリーでは、理想とするビールの味わいを出すために基本の4つの原材料のみを使い、麦芽やホップの品種の組み合わせや配合割合、また発酵期間などを調整して作られます。ただ、麦芽やホップの品種は数百種類あるため、その組み合わせは無限大。暁ブルワリーでは、そんなたくさんの種類の中から有機麦芽は8~9種類、ホップは2~3種類を選び抜いて使っています。


暁ブルワリーで扱っている麦芽(モルト)の品種は、8~9種類。
年によって原材料の麦芽の状態が異なるため、同じ品種、同じブレンドでも仕上がりの味わいや数値が変わります。そのため、「アシッドモルト」という品種の麦芽をpH調整(ビールの酸味の調整)のために入れることもあるそうです。
※麦芽・・・発芽した麦を乾燥させたもの

ビールの香りと苦みの決め手となるのは、「ホップ」です。
ホップも基本的にはオーガニック認証の原料を仕入れていますが、味を左右するため、仕上がりを重視して一部オーガニック認証でないものも使う商品もあります。もちろん、有機JAS認証を取得するために、有機加工食品の基準に基づいて、「水を除く全体の原材料の5%未満」の範囲で使われます。オーガニックへのこだわりは最優先しながらも、仕上がりの味わいへも妥協はしないというブルワリーの姿勢が感じられました。
※ホップ・・・ビールの香りと苦みを付けるための植物(ハーブの一種)

「スカイ」に使うのは「ハラタウ・トラディション」というドイツのホップ。
穏やかな苦味と、上品なハーバルさやレモングラスのような香りが特徴です。香りの強さよりも、スッキリとした仕上がりで水の良さを際立たせてくれるそうです。

「スノー」は3種類のアメリカ産のホップを異なるタイミングで加えることで、しっかりとした苦みと、フルーティーな香りを生み出しているとのことでした。
まず、苦味付けには「チヌーク」という、苦味成分が多く、グレープフルーツや針葉樹のような香りのホップを使用。そして、アロマホップには、「シムコー」というトロピカルさや松ヤニのような香りが特徴のホップを。また、発酵中にホップを加える”ドライホップ”という工程では、「アマリロ」というオレンジやベリーのような濃厚な香りのホップを使っているそうです。
酵母は、原料となる麦芽とホップ、水をもとに造られる麦汁の糖分をアルコールと炭酸ガスに分解する働きをします。
ビール酵母は、一般的に液体酵母と乾燥酵母の形状があり、ドラゴンアイ「スカイ」「スノー」には、液体酵母が使われています。
液体酵母は、発酵に使用した後も回収し、栄養を与えて再利用することが可能だそうで、5~10回は繰り返して使っているとのことでした。
また、液体酵母は培養された状態で届くため、健康状態が良く、乾燥酵母よりも発酵中の香り成分が出やすいと言われていることから、暁ブルワリーでは液体酵母を使っています。
※酵母・・・麦汁の発酵を促し、ビール特有の香りや風味も作り出す微生物

そしてブルワリーの場所を決めるにあたって、最重要視したという「水」は日本名水百選のひとつでもある「金沢清水」を使っています。醸造所から徒歩10分程山の中へ行くと、金沢清水が湧き出ていました。綺麗なことはもちろん、その勢いに驚きました。ポンプなどで汲み上げているわけではなく、1時間に約450tもの水が自然に湧き出ていると聞き、改めて自然の力の大きさを感じました。
(※実際に製造に使う水は、地中に管を通して外気に触れることなく汲み出して使っています。また、年に2回の水質検査を実施しています。)
湧き出ているところの裏山を登ると… その水源がありました。


緑に囲まれたところに光が差し込み、静けさと相まって、神秘的にも感じる場所でした。
地元の人たちはこの水を汲みにくるそうで、贅沢な自然の資源に羨ましくも思いました。水質はミネラル分が含まれた中硬水で、軟水よりも煮込み料理などに向いているとのこと。ビールも原料の麦芽やホップを煮込んで作るため、ビールの醸造にももちろん適しています。

仕込み作業は朝8時半~17時頃まで1日がかりで行われます。
麦芽の粉砕は前日から行われるということで、すでに粉砕された麦芽が粉砕機の中にありました。小規模なブルワリーでは仕込みの当日に粉砕を行うところもあるそうですが、暁ブルワリーでは仕込み量が多く、当日では間に合わないため、前日から粉砕作業を始めるそうです。ただ、余分な湿気などを吸わないように粉砕後の麦芽はすぐに使用することが望ましいとされているため、粉砕後、使用するまでしっかりと低温で管理されます。

粉砕された麦芽を仕込み用のタンクに移動させ、お湯と麦芽を混ぜてお粥のような状態にふやかし、麦芽を糖化させます。酵母は糖分を食べて、二酸化炭素とアルコールを排出することでビールができあがります。そのため、「糖化」は、しっかりと糖分を出すために重要な作業で2時間程かけてじっくり行います。

しっかり糖化してふやかされた麦芽は、次に濾過するために濾過タンクへ移されます。
ここで麦汁と麦芽粕に分けられます。醸造長の中林さんにお聞きしたところ、一番気を使うところが「濾過」の工程とのことでした。ゆっくりと時間をかければかけるだけ澄んだ麦汁に仕上がりますが、あまり時間をかけすぎると当日中に仕込みが終わらないため、程よいスピードと品質を保つ必要があります。
※麦汁・・・麦芽 とお湯を煮込んでおかゆ状になったものをろ過した液体
ここで分離して残った麦芽粕は、近隣の牧場や養鶏場に無償で提供し、飼料として再利用しています。規模もこだわりも様々あるクラフトビールのブルワリーは全国各地に数多くありますが、大自然に囲まれた場所で貴重な原料を無駄なく活用する循環型の製造を行っている暁ブルワリーならではの取り組みだと感じました。
話が麦芽粕の方に少し反れましたが、製造工程に戻ります。
濾過した後は、麦汁を煮詰めるために煮釜へ移し、100℃で煮沸します。目的は、殺菌や濃縮、オフフレーバーと言われる嫌な香りを揮発させるため。この煮沸タンクでホップも投入しますが、投入のタイミングや量によって、苦みを調整することになります。苦みを強めに出したいときには、ホップの量を多めに入れたり、早い段階で投入して煮沸の時間を長くしたり。逆に、苦みを抑えたい場合は、ホップの量を少なくするか、煮沸の終わりごろに投入してあまり煮詰めないようにするそうです。


煮沸後は、不純物(粕やタンパク質の固まったもの)などを渦を巻かせて釜の中央に寄せながら、綺麗な麦汁を外側から回収し、ホースを伝ってタンクの方へ移します。
タンクは4,600ℓ入るタンクが4本並んでいました。2回分の仕込み量が入るということで、1タンクから出来上がるビールは缶に換算すると約12,000本。年間の生産量は約100t、缶にして約28万本にもなります。クラフトビールのブルワリーの中では、比較的大きな規模で生産しているということで、もっと小規模から生産されるブルワリーもあるそうです。
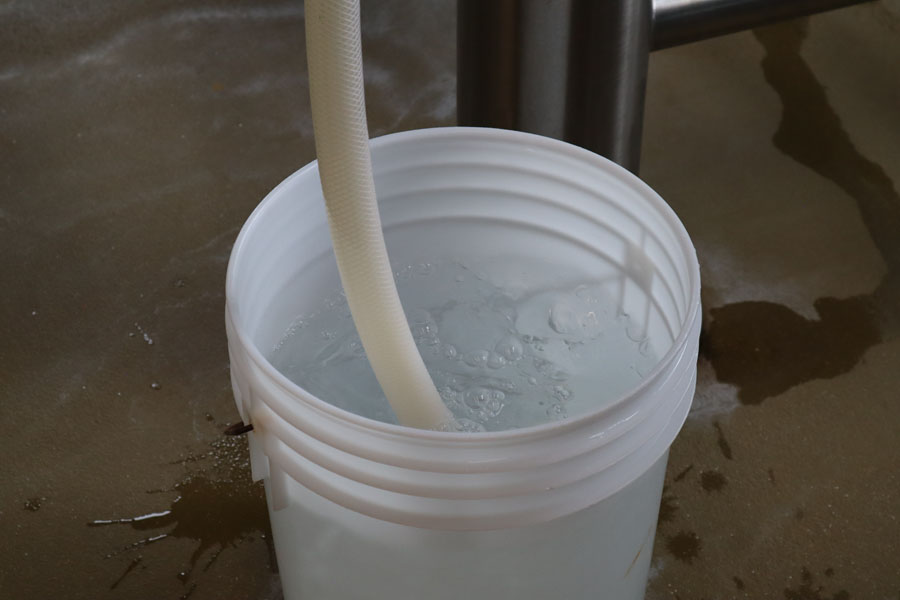
発酵タンクに麦汁を移す際に、ビール酵母を添加します。数日前に仕込んだばかりだというタンクからは二酸化炭素が発生していました。水を張ったバケツにホースから排出されており、水がポコポコと泡立っていました。目には見えない酵母による発酵の様子が、まるで可視化されているように感じ高揚しました。
この二酸化炭素の発生が止まったら、ビールはほぼ出来上がりですが、まだ完成ではありません。

円錐型のタンクから円柱型の熟成タンクに移して数週間、熟成期間を設けます。熟成することで若さのある味から深みのある味わいに仕上げます。
訪問当日はここまでの工程を見せていただきましたが、このあと、缶に充填し、熱処理をしてから検品・出荷され、私たちのもとへと届きます。



品の良い香りで苦みが控えめな「ドラゴンアイ スカイ(ピルスナー)」は、スッキリと飲みやすい一番の人気商品です。刺身や淡泊な味の料理に合わせるのがおすすめです。また、ホップの華やかな香りと、少し強めの苦みが特徴の「ドラゴンアイ スノー(ペールエール)」は、味がしっかりとした肉料理によく合います。

有機JAS認証については、これまで農産物・加工食品・畜産物・飼料・藻類において基準が設けられていましたが、2022年からは新たに「有機農畜産物加工酒類」も加わりました。そこでいち早くビールの有機JAS取得に取り組んだのが暁ブルワリーです。
「有機農畜産物加工酒類」も加工食品と同様に、水以外の原材料の95%以上が有機農畜産物であることが必要です。現状は、国内で有機麦芽や有機ホップを調達することが難しいため、アメリカやドイツから有機原料を輸入し製造していますが、環境のことも考えると、国内で原料調達ができることに越したことはありません。暁ブルワリーのある岩手県は国内でもホップの生産が盛んな地域であるため、有機栽培のホップができれば国産原料のオーガニックビールの生産にも取り組みたいとも考えています。

「ドラゴンアイ」という商品名は、地元・岩手県と秋田県にまたがる八幡平山頂で、雪解けの季節にだけ姿を現す龍の目のような美しい沼「鏡沼」の通称である「ドラゴンアイ」の名を取って付けられました。もともと今の場所にブルワリーを築いたのは東北地方の震災の復興支援でのご縁がきっかけということで、、地元への想いが詰まった商品です。
地熱発電や循環型の生産は今後も継続していく一方で、地元の生産者さんたちとも何かできないかと話し合いを進めているそうです。綺麗な水や森林を守るために、変えていくというよりも変わっていく、変化し続けてよりよくしていくことが大事だと思っていると今後の展望についてもお聞きすることができました。
地元を大切にしながらも、どんどん進化していきそうな勢いを感じるブルワリーでした。ぜひ、ビールの味の違いを飲み比べてみてください。

株式会社太極舎 暁ブルワリー 八幡平ファクトリー
2022年にビールとして日本初となる有機JAS認証を取得。
日本名水百選のひとつ“金沢清水”を使った天然水醸造、地熱を醸造のエネルギーを使うなど、自然との調和を重視し、環境に優しいビールを提供。
今週のおすすめ
ビオ・マルシェの豊富な商品ラインナップから、新商品や季節のおすすめなど、今が旬!の商品をピックアップ。





